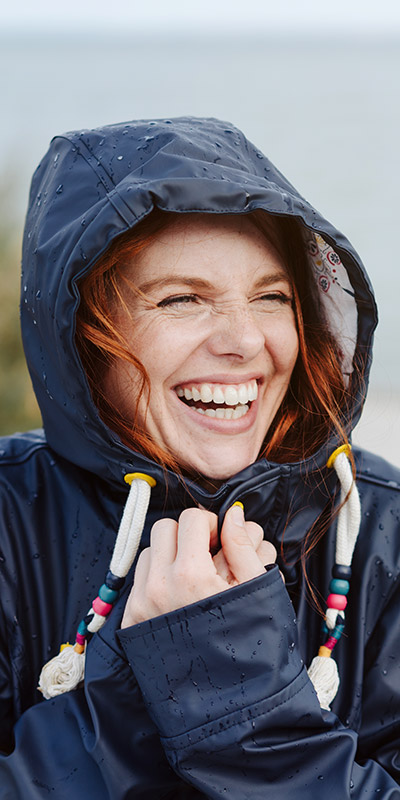
DOWNLITE has been enhancing lives for decades by providing a superior comfort experience. We started in down and feather more than 100 years ago and we continue to lead in quality and innovation today. We supply premium quality natural filling to the outdoor apparel and performance industry—delivering comfort to the core.
Many of the world’s most recognized brands have partnered with DOWNLITE to deliver comfort to the core®. Our business also extends beyond performance and leisure apparel into home and hospitality, with our various divisions servicing countless top retailers and brands around the world.
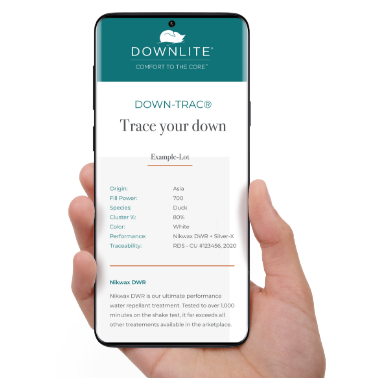
Want to learn more about your down?
Use our exclusive down-trac® system to learn about test results, origin, and more!
The science (and art) of producing
high-quality performance down
Down and feather is a wonder of nature – but that doesn’t stop us from trying to make it even better.
Our creative minds are dedicated to producing meaningful, high-performance innovations, such as Durable Water Repellent and Anti-Microbial applications.
Our extensive worldwide supply network delivers the very best down fill that our industry has to offer. Extensive product testing, quality assurance and lot control processes ensure that every shipment meets our rigorous performance standards. We’re committed to delivering #TheDownliteDifference – providing world-class service, responsiveness, industry insights and customer service at every turn. Our job is to make your life easier.
We’re determined to leave the planet in better shape than we found it. Down may be a renewable resource and fully compostable, but we’re taking it a step further. Our team is working towards a zero-landfill goal, recycling everything we can, using landfill avoidance strategies and requiring sustainable business practices across our entire supply chain.
We also work hard to reclaim down and feather from used products, re-process it to our high standards and give it a second life.